



En el campo del corte moderno de metales, la selección de los métodos de refrigeración sigue siendo un tema ineludible. En el taller, a menudo surge la pregunta: “¿Es absolutamente necesario el refrigerante para esta operación?”. Esto se debe a que la elección del método de refrigeración no solo influye en la vida útil de la herramienta, sino que también afecta a la integridad de la superficie de la pieza, la eficiencia del mecanizado, el entorno del taller y los costes generales de producción.
Para comprender las diferencias entre el corte en seco y el corte en húmedo, debemos analizar sus características desde una perspectiva global. Este enfoque ayuda a los usuarios a seleccionar la solución más adecuada en función de los materiales específicos y las condiciones del proceso.
Torneado en Húmedo


El torneado húmedo es un método de mecanizado tradicional. Durante el proceso de torneado se utilizan fluidos de corte para refrigerar, lubricar y eliminar las virutas. Estos fluidos pueden ser emulsiones, refrigerantes sintéticos o aceites de corte. Su función va más allá de la reducción de la temperatura, ya que también mejoran la estabilidad del proceso.
Ventajas
Control térmico
El refrigerante disipa rápidamente el calor generado por el corte, lo que evita el desgaste prematuro de la herramienta. Minimiza los errores dimensionales causados por la deformación térmica de las piezas de trabajo.
Efecto lubricante
Forma una película lubricante entre la herramienta y las virutas, lo que reduce la fricción y las fuerzas de corte para lograr un acabado superficial superior.
Evacuación de virutas
El refrigerante elimina las virutas, especialmente en el taladrado de agujeros profundos o el mecanizado de ranuras, lo que ayuda a evitar la obstrucción por virutas.
Fiabilidad del proceso
El control eficaz de la temperatura y la fricción mejora la previsibilidad del mecanizado, lo que garantiza una mayor uniformidad de las piezas de trabajo.
Limitaciones
Alto coste
La compra de refrigerante, el mantenimiento de los equipos y la eliminación de los fluidos residuales aumentan los costes operativos generales.
Preocupaciones medioambientales y sanitarias
La neblina de aceite puede suponer un riesgo para la salud de los operarios, y los fluidos residuales tratados de forma inadecuada pueden causar contaminación medioambiental.
Complejidad del mantenimiento
Las bombas, los filtros y los sistemas de tuberías aumentan la dificultad del mantenimiento e introducen posibles puntos de fallo.
Torneado en Seco

El torneado en seco se refiere a las operaciones de mecanizado realizadas sin refrigerante. Con los avances en los materiales de las herramientas y las tecnologías de recubrimiento, la aplicación del torneado en seco se ha ido ampliando gradualmente. El calor se disipa principalmente a través de las virutas, complementado con aire comprimido o tecnología de lubricación mínima (MQL).
Ventajas
Reducción de costes
No se necesita líquido de corte, lo que elimina los costes de adquisición, almacenamiento, circulación y eliminación de residuos.
Respetuoso con el medio ambiente
Cero residuos de líquidos y niebla de aceite, en línea con las tendencias de fabricación ecológica y producción sostenible.
Proceso simplificado
No se necesita sistema de refrigeración, lo que se traduce en máquinas herramienta más limpias y un mantenimiento más sencillo.
Mejora de la visibilidad
Los operarios pueden observar directamente el proceso de corte, lo que facilita la supervisión del desgaste de las herramientas y el estado de las piezas de trabajo.
Limitaciones
Concentración de carga térmica
El rápido aumento de la temperatura en la zona de corte puede acortar la vida útil de la herramienta.
Requisitos de la herramienta
Se deben utilizar herramientas recubiertas resistentes a altas temperaturas (por ejemplo, TiAlN, AlTiN), con mayores exigencias en cuanto a la dureza del sustrato de la herramienta.
Limitaciones del material
En el caso de materiales como las aleaciones de aluminio y el acero inoxidable, el corte en seco a menudo no garantiza la calidad y la vida útil de la herramienta.
Torneado en Húmedo vs. Torneado en Seco
| Dimensiones de comparación | Torneado en húmedo | Torneado en seco |
|---|---|---|
| Efecto de refrigeración | Excelente, reduce significativamente la temperatura en la zona de corte | Depende de las virutas para eliminar el calor, concentrándose localmente en la herramienta y la pieza |
| Rendimiento de lubricación | Forma una película lubricante para reducir la fricción y mejorar la calidad superficial | Proporciona lubricación mínima; la calidad superficial depende de la selección de la herramienta y el control de parámetros |
| Vida útil de la herramienta | Vida útil significativamente prolongada en materiales difíciles de mecanizar | Muy exigente para las herramientas de corte; las cargas térmicas pueden reducir la vida útil |
| Calidad y precisión de la superficie | Excelente estabilidad, adecuado para mecanizado de precisión y tolerancias estrictas | Susceptible a los efectos térmicos, lo que puede causar desviaciones dimensionales o rebabas |
| Inversión en costos | Alta: Compra de fluido de corte, sistema de circulación y tratamiento de líquidos residuales | Baja: No hay costos de refrigerante, mantenimiento simple |
| Impacto ambiental y de salud | Presencia de niebla de aceite y líquidos residuales que requieren manejo | Más ecológico, sin descarga de líquidos residuales, resultando en un taller más limpio |
| Escenarios de aplicación típicos | Acabado, perforación de agujeros profundos, roscado, aleaciones difíciles de mecanizar | Desbaste, hierro fundido, acero dulce, operaciones de corte pesado |
¿Cuándo utilizar el Torneado en Seco y cuándo el Torneado en Húmedo?
En la producción real, la elección del método de refrigeración requiere tener en cuenta los siguientes factores:
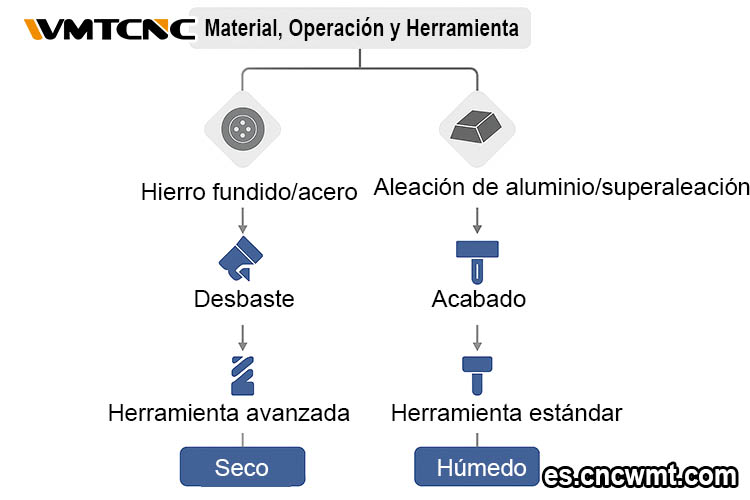
1. Materiales de la pieza de trabajo
Adecuado para el corte en seco: hierro fundido, acero con bajo contenido en carbono y determinados aceros aleados.
Requiere corte en húmedo: aleaciones de aluminio (para evitar la adhesión de la herramienta), acero inoxidable y aleaciones de alta temperatura (para reducir la deformación térmica y el desgaste de la herramienta).
2. Procesos de mecanizado
Corte en seco: desbaste, semiacabado. Adecuado para situaciones que requieren una gran eliminación de material con bajos requisitos de acabado superficial.
Corte en húmedo: acabado, taladrado profundo, roscado, etc. Procesos que exigen una alta precisión y calidad superficial.
3. Condiciones de las herramientas
Con herramientas recubiertas de alto rendimiento, se puede intentar el corte en seco de forma segura.
En condiciones normales de herramientas, el corte en húmedo sigue siendo más fiable.
Conclusión
El corte en seco y el corte en húmedo son procesos complementarios, más que alternativas mutuamente excluyentes. Con el desarrollo de nuevas tecnologías, la tendencia futura será hacia una mayor adopción del corte en seco en más escenarios. Mientras tanto, el corte en húmedo mantendrá su posición central en aplicaciones de precisión de alta gama.

