


En las operaciones de torneado y fresado, el número de husillos define el flujo de trabajo fundamental de una máquina. ¿Es suficiente un husillo, o varios husillos desbloquean una mayor producción y la capacidad de “una vez y listo”? Examinemos ambos enfoques, sus compensaciones y cuándo tiene más sentido cada uno.
Fundamentos de Torno de Husillo Único y Múltiple
¿Qué es un Torno de Husillo Único?


Un torno de husillo único hace girar una sola pieza de trabajo a la vez. El husillo sujeta y gira la pieza, mientras que una torreta o un cabezal de herramientas vivas agrega funciones de torneado, taladrado y fresado. Las máquinas de husillo único son flexibles: manejan lotes pequeños, geometrías complejas y cambios frecuentes de diseño con un fixturado mínimo. Sin embargo, las piezas complejas que requieren mecanizado en ambos extremos a menudo necesitan volver a sujetarse manualmente o una segunda estación.
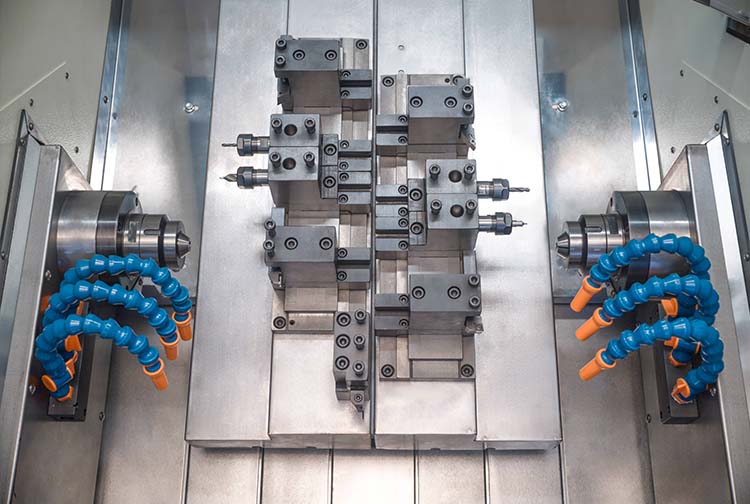
¿Qué es un Torno Automático de Husillo Múltiple?

Un torno automático de husillo múltiple—también llamado máquina de tornillos—presenta un tambor giratorio con cinco, seis u ocho husillos independientes. Cada husillo lleva una barra o pieza en bruto, y a medida que el tambor indexa, cada pieza de trabajo se mueve a través de una sucesión de estaciones de herramientas fijas. En cada posición, una herramienta de corte opuesta realiza una operación. Una vez que todas las operaciones se completan en una revolución, la pieza terminada se desprende. Debido a que varias operaciones ocurren en paralelo, los tiempos de ciclo pueden ser 4–6× más rápidos que en un torno de husillo único.
Compensaciones Económicas y Operacionales
Costo de Capital y Huella en el Taller
Torno de Husillo Único
Costo de Capital: Más bajo por unidad (los tornos CNC de nivel básico comienzan alrededor de $50k–$100k).
Huella: Huella de una sola máquina; agregar operaciones requiere máquinas separadas o estaciones secundarias.
Torno Automático de Husillo Múltiple
Costo de Capital: Mayor inversión inicial (por ejemplo, las máquinas Davenport Modelo B o híbridas suelen superar los $200k).
Huella: Utiliza un solo espacio en el taller para procesar seis u ocho piezas por ciclo, equivalente a múltiples husillos únicos.
Mano de Obra, Tiempo de Ciclo y Producción
Husillo Único
Mano de Obra: Puede requerir carga/descarga manual o tendido por robot; más manipulación para piezas de múltiples pasos.
Tiempo de Ciclo: Cada pieza circula secuencialmente; agregar características significa tiempo adicional de operación.
Producción: Adecuado para volúmenes bajos a medianos (decenas a cientos de piezas por día).
Husillo Múltiple
Mano de Obra: A menudo automatizado con alimentadores de barras y robots; manipulación mínima hasta la finalización del lote.
Tiempo de Ciclo: Varias piezas avanzan simultáneamente; cada indexación del tambor produce una pieza completa.
Producción: Ideal para volúmenes altos (miles por día), con tiempos de ciclo tan bajos como 3–40 segundos por pieza.
Cuándo Elegir Husillo Único sobre Husillo Múltiple (y Viceversa)
Alto Mezcla, Bajo Volumen vs. Alto Volumen, Baja Variedad
Husillo Único
Escenario: Talleres de trabajo o I+D donde docenas de números de pieza únicos cambian semanalmente.
Ventaja: Configuración rápida, programación sencilla e inversión de herramientas mínima.
Husillo Múltiple
Escenario: Sujetadores automotrices, implantes médicos o pasadores electrónicos donde la demanda es constante y los volúmenes altos.
Ventaja: Costo por pieza extremadamente bajo una vez que la máquina está configurada; seis u ocho piezas completas en cada ciclo.
Complejidad de la Pieza y “Una y Listo” vs. Celdas Especializadas
Husillo Único
Fortaleza: Realiza piezas complejas de “una y listo” en una sola configuración; las herramientas vivas de eje Y y los subhusillos permiten torneado, fresado, taladrado y corte sin reubicación.
Limitación: A volúmenes muy altos, el tiempo de ciclo de un solo husillo se convierte en un cuello de botella.
Husillo Múltiple
Fortaleza: Posiciones de herramientas especializadas procesan una operación por indexación; excelente para características giradas, taladradas o roscadas rectas.
Limitación: Las piezas que requieren taladrado fuera de centro con frecuencia o fresado de cinco ejes son menos adecuadas (aunque los nuevos tornos de husillo múltiple pueden incorporar ejes Y o subhusillos).
Centros de Múltiples Husillos para Fresado: Ampliando el Concepto Más Allá del Torneado
Centros de Mecanizado de Dos y Cuatro Husillos
Los centros de mecanizado horizontales con dos, cuatro o más husillos ofrecen ventajas similares en el fresado. Cada husillo lleva su propia herramienta de corte; los fixturados aseguran múltiples piezas de fundición o placas de modo que cuando un husillo termina su operación, la siguiente pieza ya está en posición. Algunos fresadores de dos husillos manejan chasis de aluminio o bandejas de baterías, reemplazando tres fresadoras de husillo único en una huella pequeña.
Complejidad del Fixturado y Utilización del Espacio
Fresadora de Husillo Múltiple
Fixturado: Placa personalizada o fixturado rotatorio sujeta múltiples piezas en bruto simultáneamente.
Utilización del Espacio: Hasta 66% menos espacio en el taller para la misma tasa de remoción de pulgadas cúbicas en comparación con fresadoras de husillo único.
Energía: PCI-SCEMM informa que el fresado de husillos doble puede consumir un 36% menos de electricidad por pieza que dos fresadoras de husillos único.
Visión General Comparativa
Husillo Único vs. Husillo Múltiple de un Vistazo
| Criterio | Torno/Fresadora de un solo husillo | Torno/Fresadora multihusillo |
|---|---|---|
| Número de husillos | 1 | 2–8 (torneado) / 2–4 (fresado) |
| Volumen de producción ideal | Bajo a medio (<500 piezas/semana) | Alto (miles/semana) |
| Configuración y cambio | Rápido; herramientas modulares, fácil reajuste | Más largo; fijación para múltiples piezas |
| Tiempo de ciclo por pieza | 30–180 segundos (varía) | 3–40 segundos (torneado); 10–60 segundos (fresado) |
| Eficiencia en el espacio ocupado | Una máquina por especificación de pieza | Una máquina reemplaza varios husillos individuales |
| Mano de obra y manipulación | Más movimientos del operador/robot | Manipulación mínima después de la carga de la barra o la fijación |
| Flexibilidad para la familia de piezas | Alto; ajustes de programación sencillos | Moderado; preferible cuando las piezas comparten dimensiones clave |
| Ideal para | Prototipado, alta variedad, personalización | Componentes básicos de gran volumen |
Conclusión

La arquitectura del husillos—único o múltiple—moldea cada aspecto de la estrategia de mecanizado: desde el desembolso de capital y la huella en el taller hasta el tiempo de ciclo, los requisitos de mano de obra y la flexibilidad. Las máquinas de husillos único sobresalen cuando la variedad, la complejidad y los cambios de diseño frecuentes dominan el día. Las máquinas de husillos múltiple brillan cuando el volumen es el rey y minimizar el costo por pieza es esencial. Al aprovechar la tabla de comparación y nuestra guía descargable, puede alinear el número de husillos con sus objetivos de fabricación, ya sea prototipos de rápido giro o producción continua en masa.

