



¿Qué es una Pieza de Fundición


La fundición para rectificadoras es una pieza o pieza en bruto obtenida mediante el proceso de fundición, en el que el metal o la aleación fundidos se vierten en un molde, se enfrían y se solidifican para formar una pieza con una forma, tamaño y propiedades específicos.
Proceso: Incluye fusión del metal → vertido → enfriamiento y solidificación → desmoldeo → limpieza y postprocesado.
Características: Capaz de producir piezas de formas complejas y gran tamaño, especialmente adecuado para componentes con estructuras complejas o difíciles de producir mediante métodos de forja o soldadura.
Amplias aplicaciones: Desempeña un papel crucial en campos como las máquinas herramienta, la automoción, la industria aeroespacial y los equipos energéticos.
2. Importancia de la Fundición de Rectificadoras


En la industria de máquinas-herramienta, las piezas base y las principales piezas portantes de las máquinas rectificadoras se fabrican en su mayoría con piezas de fundición, normalmente fundición gris o fundición de alta resistencia. Su importancia se refleja en los siguientes aspectos:
Estabilidad estructural
Las rectificadoras tienen unos requisitos de precisión extremadamente altos. El hierro fundido tiene buena absorción de impactos y rigidez, lo que puede reducir eficazmente la vibración generada durante el rectificado y mantener el funcionamiento estable a largo plazo de la máquina herramienta.
Garantía de precisión de procesamiento
El uso de piezas de fundición de alta calidad para componentes críticos como la bancada, las columnas y los travesaños de las rectificadoras puede reducir la deformación térmica y la tensión interna, garantizando así la precisión de mecanizado de la máquina.
Longevidad y durabilidad
Las piezas de fundición presentan estructuras racionales y una gran resistencia, lo que les permite soportar un funcionamiento prolongado y cargas complejas, prolongando así la vida útil general de las rectificadoras.
Flexibilidad de diseño
Las piezas de fundición pueden alojar complejas estructuras de nervaduras internas y diseños de refuerzo, optimizando la distribución de fuerzas dentro de la máquina. Esto es crucial para mantener la precisión y la durabilidad.
Economía
En comparación con los componentes soldados, las piezas de fundición ofrecen una mayor capacidad de conformado en una sola pieza y una mayor estabilidad a largo plazo, lo que reduce los costes de mantenimiento y ajuste a lo largo del tiempo.
3. Control de los Materiales Utilizados en las Rectificadoras


Calidad de los materiales y su impacto en las rectificadoras
La calidad de una rectificadora depende principalmente de los materiales con los que está fabricada. Para lograr un rendimiento óptimo, las tres guías de una rectificadora deben poseer las siguientes características:
Resistencia al Desgaste
Alta Rigidez
Amortiguación de Vibraciones
Rectificadoras WMTCNC: Selección de materiales
WMTCNC utiliza materiales de primera calidad en sus rectificadoras para garantizar una alta calidad:
Base, columna y carcasa del cabezal de rectificado: Fabricadas con hierro fundido HT200, que proporciona suficiente rigidez y amortiguación de vibraciones.
Sillín, mesa de trabajo, cuchillas, guías y placas de sujeción: Fabricados en fundición HT250 de alta resistencia y bajo esfuerzo. Esto garantiza que las guías de la máquina presenten una gran resistencia al desgaste y rigidez.
Las piezas fundidas de WMTCNC son producidas por fundiciones certificadas, y cada lote se somete a un riguroso análisis químico en el horno. La composición química se ajusta en función de los resultados de los análisis para garantizar la consistencia y la calidad.
Control de calidad e inspección de las piezas fundidas
Cada lote de piezas fundidas se somete a una rigurosa inspección:
Barras de prueba: Las barras de prueba verifican las propiedades mecánicas y la composición química de cada lote de fundición. Los clientes pueden realizar muestreos aleatorios para su verificación.
Envejecimiento artificial: Las piezas de fundición se someten a envejecimiento artificial con curvas de temperatura documentadas durante todo el proceso. Estas curvas se archivan para futuras referencias, garantizando la longevidad y durabilidad de las piezas fundidas.
Retos del mercado de materias primas
La calidad de las materias primas utilizadas en las máquinas rectificadoras de fundición varía significativamente. En la actualidad, la mayoría de las piezas fundidas para rectificadoras del mercado se fabrican a partir de chatarra de hierro y acero. Estos materiales suelen presentar los siguientes problemas:
Composición impura: Los materiales son susceptibles de contaminación elemental, lo que afecta negativamente al rendimiento de la fundición.
Falta de inspección y control previos al horno: Muchas fundiciones omiten las pruebas previas al horno o el control de la composición química, lo que hace que la calidad del material sea impredecible.
Clasificación inconsistente: Sin una supervisión adecuada, las piezas fundidas no se pueden clasificar, lo que da lugar a una calidad desigual.
Consecuencias de las materias primas deficientes
El uso de chatarra como materia prima causa graves problemas durante la fundición:
Oxidación severa del hierro fundido: Da lugar a defectos como inclusiones de escoria, cierres en frío, grietas y porosidad.
Rendimiento degradado: Estos defectos merman considerablemente las propiedades funcionales de las piezas fundidas, reduciendo la rigidez y la dureza de los raíles guía.
Precisión y vida útil insuficientes: Los raíles guía que no cumplen las normas de rigidez y dureza exigidas dan lugar a una precisión inadecuada de la rectificadora y a una reducción de la vida útil.
4. Diseño Científico de la Estructura de las Rectificadoras – Comparación de Bases
La estabilidad de la precisión de la rectificadora está estrechamente relacionada con el peso de la base (bancada). Sólo cuando la base es suficientemente pesada, el centro de gravedad de toda la máquina herramienta se hunde hacia abajo, aumentando la rigidez y la amortiguación de las vibraciones.
Las rectificadoras WMTCNC se diseñan científicamente mediante análisis de elementos finitos, incorporando los nervios de refuerzo necesarios de altura suficiente. Este diseño se adhiere a los principios de fundición y solidificación, garantizando piezas fundidas más densas con una tensión interna mínima. Como resultado, la rectificadora alcanza una rigidez suficiente y mantiene la precisión con mayor eficacia.
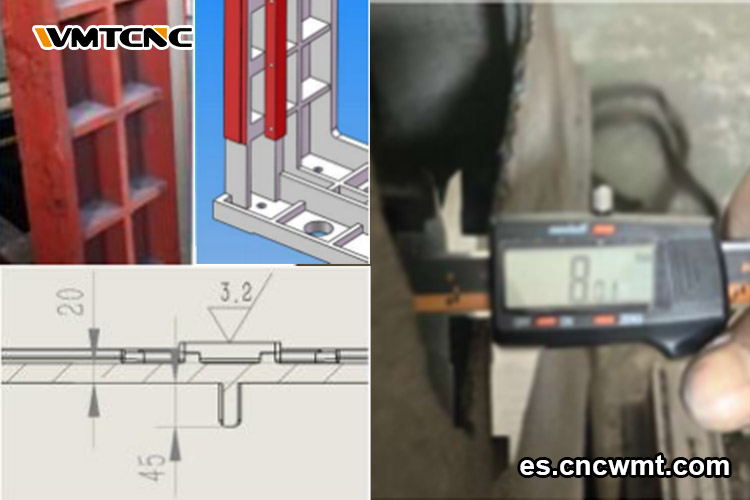
En la actualidad, para reducir costes, las rectificadoras del mercado ignoran requisitos básicos. Reducen repetidamente el peso o grosor de pared de las piezas fundidas. El grosor de la pared base es tan bajo como 8-10 mm. La altura de la nervadura es inferior a 10 mm. Esto afecta gravemente la rigidez de la máquina herramienta. También afecta al mantenimiento de la precisión. Cuando se empuja manualmente la columna de la máquina herramienta, la succión superficial del cabezal rectificador mueve la mesa. La desviación máxima es de 0,05 mm. La rigidez de la máquina herramienta es muy insuficiente.
5. Diseño Científico de la Estructura de las Rectificadoras – Comparación de los Carriles Guía

La precisión de una rectificadora está estrechamente relacionada con su diseño estructural. Las máquinas herramienta de WMTCNC se diseñan meticulosamente y se simulan científicamente mediante SolidWorks para alcanzar los más altos niveles de precisión.
Las rectificadoras WMTCNC cuentan con bancadas más largas. Cuando la mesa de trabajo está en su recorrido máximo hacia delante, el centro de la bancada delantera está situado más de 40 mm por delante de la bancada base, lo que garantiza que la rectificadora mantenga su centro de gravedad durante el funcionamiento, incluso en el recorrido máximo hacia delante, garantizando así la precisión.
La altura central del cabezal de rectificado en las rectificadoras WMTCNC es suficiente.
La anchura de la superficie de la guía de las rectificadoras WMTCNC es mayor, lo que garantiza una precisión más duradera.
Generalmente, las bancadas de las rectificadoras del mercado son cortas. Cuando la mesa de trabajo está en su recorrido máximo hacia delante, el centro del carril guía delantero de la mesa de trabajo está a más de 30 mm por delante del carril guía de la base. Cuando la rectificadora funciona a su máximo recorrido hacia delante y hacia atrás, pierde su centro de gravedad, lo que provoca que la superficie rectificada de la pieza sea más gruesa en el lado exterior y más fina en el lado interior.
La altura central del cabezal de rectificado en el mercado no cumple la norma. En el caso de la M3060, suele rondar los 470 mm;
La distancia central entre las guías izquierda y derecha es relativamente pequeña. Cuando la mesa de trabajo alcanza su recorrido máximo, casi la mitad de la superficie se extiende más allá de la línea central del carril-guía base. Esto da como resultado superficies de la pieza más altas en los laterales que en el centro.
Una anchura insuficiente de los carriles-guía acelera su desgaste, reduciendo el tiempo que los carriles-guía mantienen la precisión (acortando la vida útil de la máquina-herramienta).

