



Introducción al mecanizado de alta velocidad
¿Qué es el mecanizado de alta velocidad?
El mecanizado de alta velocidad (HSM) maximiza la eliminación de material por minuto combinando altas velocidades del husillo y velocidades de avance con pasadas de fresado ligeras y rápidas. El HSM, desarrollado inicialmente por el Dr. Carl Salmon en la década de 1920, encuentra su punto óptimo en la «velocidad crítica» de cada material, donde se maximiza la generación de calor en la interfaz entre la herramienta y la pieza de trabajo para obtener cortes rápidos y de baja presión.
Por qué es importante el HSM hoy en día


Los talleres modernos se ven sometidos a una presión constante para reducir los costes y aumentar el rendimiento. El HSM ofrece ambas cosas, ya que reduce las operaciones secundarias, como el pulido o el electroerosionado, aumenta la vida útil de las herramientas y las máquinas, y reduce los tiempos de ciclo hasta en un 30-40 %, manteniendo al mismo tiempo tolerancias estrictas.
Técnicas básicas en el mecanizado de alta velocidad


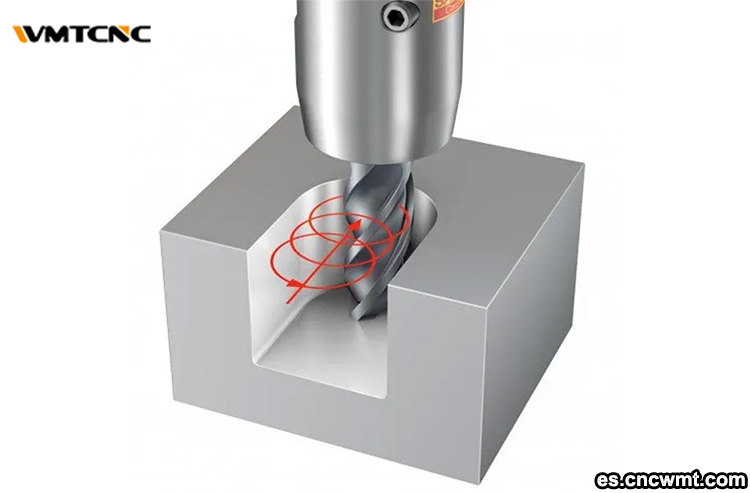
Desbaste por penetración
El desbaste por penetración, también conocido como fresado en el eje Z, permite realizar desbastes profundos con poca desviación utilizando fuerzas axiales en lugar de cargas laterales. Funciona especialmente bien en equipos antiguos o en cavidades pequeñas.
Ventajas principales
- El corte rígido mejora la calidad del taladro
- Reduce la desviación de la herramienta
Fresado trocoidal

Esta técnica mantiene una profundidad axial elevada y un acoplamiento radial bajo mediante el uso de trayectorias circulares «trocoidales». El resultado es un afilado continuo de la viruta, una mayor vida útil de la herramienta y un ranurado eficaz en aleaciones duras como el Inconel o el titanio.
Ventajas principales
- Altas tasas de eliminación de metal
- Velocidades de avance constantes
Estrategias de paso lateral
Las transiciones suaves entre trayectorias adyacentes son necesarias para contornos complejos. Los cambios bruscos de dirección que deterioran el acabado superficial y alargan el tiempo de ciclo se eliminan mediante movimientos en bucle o pasos laterales en forma de «palo de golf».
Aplicaciones industriales
Fabricación aeroespacial

HSM fabrica núcleos de moldes con geometrías complejas y elementos estructurales (como mamparos y álabes de turbina). Los talleres pueden lograr una integridad superficial superior y plazos de entrega más rápidos al eliminar el EDM secundario.
Producción de dispositivos médicos
Se requieren acabados Ra ≤0,2 µm para componentes micromecánicos, implantes y herramientas quirúrgicas. Los cortes ligeros y rápidos de HSM producen superficies biocompatibles libres de distorsiones provocadas por la tensión.
Prototipos para automoción y series pequeñas
La alta MRR y el breve tiempo de preparación de HSM permiten iteraciones rápidas de bloques de motor, carcasas de transmisión y herramientas prototipo, lo que acelera la validación del diseño y reduce los gastos.
Consideraciones para la implementación
Requisitos de la máquina y el husillo
- Rigidez y amortiguación:una rigidez dinámica ≥50 N/µm evita las vibraciones.
- Tipo de husillo:los husillos de accionamiento directo o eléctricos capaces de alcanzar ≥10 000 rpm proporcionan estabilidad; las unidades accionadas por correa suelen quedarse cortas.
Selección y equilibrio de las herramientas
- Materiales:Las herramientas de carburo, cerámica o PCD soportan altas temperaturas.
- Equilibrio:Los soportes encogibles y el equilibrio preciso evitan las desviaciones a altas RPM.
Programación CAM y control de procesos
- Carga de viruta constante:mantenga una profundidad reducida y una alimentación constante para evitar el «deslizamiento».
- Análisis de residuos:aproveche las funciones CAM para detectar y eliminar los restos de material, mejorando así los pases de acabado.
Comparación entre el mecanizado convencional y el mecanizado de alta velocidad
| Aspecto | Mecanizado convencional | Mecanizado de alta velocidad |
|---|---|---|
| Profundidad de corte | Pasadas profundas y pesadas | Pasadas ligeras y superficiales |
| Velocidad del husillo | ≤ 5000 RPM | ≥ 10000 RPM |
| Transferencia de calor | Alta: requiere paradas de refrigerante | Bajo: mínimo tiempo de inactividad por enfriamiento |
| Vida útil de la herramienta | Corta: cargas pesadas | Extendido: efecto de adelgazamiento de viruta |
| Tasa de remoción de material (MRR) | Moderada | Muy alto |
| Acabado superficial | Requiere pulido frecuente | Ra ≤ 0,2 µm alcanzable |
| Tiempo de ciclo | Más larga | 30–40 % más rápido |
Conclusión
Al combinar las capacidades de vanguardia de las máquinas herramienta con técnicas de corte eficientes, el mecanizado de alta velocidad representa un avance revolucionario en la metalurgia. Los fabricantes pueden reducir los tiempos de ciclo, aumentar la vida útil de las herramientas y máquinas, y lograr una calidad superficial inigualable mediante la implementación de centros HSM multieje, trayectorias de herramientas sofisticadas como el fresado trocoidal y un estricto control de procesos. La productividad a largo plazo, las mejoras de precisión y el ahorro de costes compensan con creces la considerable inversión inicial y la curva de aprendizaje. El HSM seguirá ampliando los límites de la fabricación contemporánea a medida que avancen las tecnologías, integrando la optimización de trayectorias de herramientas basada en IA, el control adaptativo y el análisis en tiempo real.

