


Introducción a la vibración de mecanizado
Las vibraciones de mecanizado, a menudo denominadas “traqueteo”, son un problema común y difícil en los entornos de fabricación. Estas vibraciones no sólo comprometen el acabado superficial, sino que también reducen la vida útil de las herramientas, aumentan el tiempo de mecanizado y ponen en riesgo de desgaste prematuro los componentes de la máquina. Los estudios del sector sugieren que más del 60% de los defectos de mecanizado están directamente relacionados con las vibraciones. Este artículo explora las causas de las vibraciones durante el mecanizado y presenta ocho estrategias eficaces para mitigarlas, mejorando así la productividad y la calidad del producto.
¿Qué es la vibración de mecanizado?
Definición y naturaleza física
En el mecanizado, la vibración se refiere al movimiento oscilatorio que se produce cuando se rompe el equilibrio del sistema de mecanizado. Estas oscilaciones pueden ser periódicas o aleatorias, y suelen surgir de la interacción entre la herramienta de corte, la pieza y la máquina.
Tipos de vibraciones: Libres, forzadas y de resonancia


– Vibración libre: Este tipo se inicia con una perturbación puntual y se amortigua gradualmente.
– Vibración forzada: Surge de fuerzas externas periódicas, como desequilibrios o desgaste irregular de la herramienta.
– Vibración de resonancia: Se produce cuando la frecuencia de excitación se alinea con la frecuencia natural del sistema, provocando un aumento espectacular de la amplitud.
Características clave de las vibraciones: Frecuencia, amplitud y fase
– Frecuencia: Determina la frecuencia con la que se produce la vibración por segundo.
– Amplitud: Refleja la intensidad o gravedad de la vibración.
– Fase: Representa la diferencia de sincronización entre los elementos oscilantes que interactúan, lo que afecta al equilibrio general.
Tabla: Comparación de los tipos de vibración en el mecanizado
| Tipo de vibración | Causa | Ejemplo | Estrategia de mitigación |
| Vibración libre | Perturbación inicial sin entrada continua | Rebote de la herramienta tras el acoplamiento | Amortiguación y rigidez de la herramienta |
| Vibración forzada | Fuerzas periódicas externas | Eje desequilibrado | Equilibrio dinámico, base aislante |
| Vibración de resonancia | Ajuste de las frecuencias naturales y de excitación | RPM altas cerca de la frecuencia natural | Evitar velocidades críticas, aumentar la amortiguación |
Principales causas de las vibraciones de mecanizado
Resonancia de la máquina
La resonancia es un fenómeno crítico en el que los componentes de la máquina se alinean en velocidad de funcionamiento con su frecuencia natural. Suele ocurrir con piezas giratorias de alta velocidad, como husillos y ruedas.
Rigidez de la herramienta y la pieza
Los ejes largos y delgados o las herramientas mal sujetas tienden a doblarse bajo las fuerzas de corte, lo que puede iniciar vibraciones autoexcitadas.
Desequilibrio de la fuerza de corte
Si se equivocan los parámetros de corte (por ejemplo, la velocidad, el avance y la profundidad de corte), las fuerzas pueden fluctuar y hacer que el proceso se vuelva inestable.
Lubricación inadecuada y Stick-Slip
A bajas velocidades, la fricción a lo largo de las guías de la máquina puede ser inconsistente. Esto puede provocar movimientos bruscos. Estos movimientos se conocen como stick-slip. Pueden provocar vibraciones imprevisibles.
Interferencias ambientales externas
Las máquinas cercanas, como prensas de estampación o carretillas elevadoras, pueden transmitir vibraciones a través del taller a los centros de mecanizado de precisión, lo que puede suponer un problema para las máquinas.
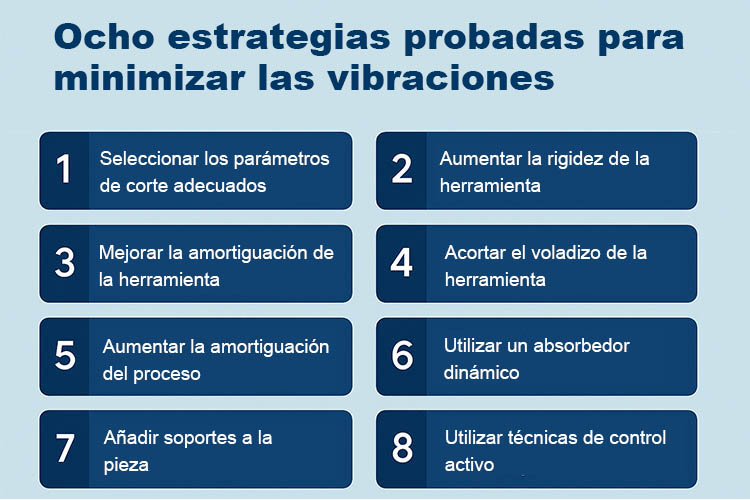
¿Cómo reducir las vibraciones en el mecanizado?
Afortunadamente, existen varias formas eficaces de afrontar este reto. He aquí ocho estrategias de eficacia probada para minimizar las vibraciones:
1. Optimizar los parámetros de corte
Para minimizar las vibraciones durante el mecanizado, es importante evitar velocidades de husillo que correspondan a las frecuencias naturales del sistema. Por ejemplo, al tornear, reducir la velocidad de corte fuera del intervalo de 20-60 m/min puede ayudar a reducir la vibración y suprimir las vibraciones. Se puede estabilizar aún más el proceso aumentando la velocidad de avance y reduciendo la profundidad de corte.
2. Mejorar la rigidez de la herramienta y la pieza de trabajo
Herramientas: Utilice portaherramientas más cortos y resistentes, así como geometrías más afiladas con radios de nariz pequeños.
– Sujeción de piezas: Utilice contrapuntos, lunetas o fijaciones personalizadas para sujetar piezas largas o delgadas.
– Instalación: Asegúrese de que la excentricidad sea inferior a 0,02 mm y que las superficies de montaje estén limpias y planas.
3. Suprimir la resonancia de la máquina
– Equilibrado dinámico: Equilibre regularmente los componentes de alta velocidad. Esto minimizará la fuerza centrífuga.
– Optimización del diseño: Utilice simulaciones de AEF para rediseñar los elementos débiles de la máquina y mejorar su rendimiento.
– Selección de herramientas: Seleccione fresas con paso variable o espaciado desigual de las estrías para alterar los patrones resonantes.
4. Mejorar la lubricación y las guías
Mantenimiento: Debe limpiar y lubricar las guías rutinariamente.
– Programación del movimiento: Deben aplicarse perfiles de aceleración suaves para minimizar las transiciones bruscas.
5. Tecnologías de aislamiento y amortiguación de vibraciones
Aislamiento de la base: Deben instalarse soportes de goma o neumáticos debajo de las máquinas.
– Amortiguadores dinámicos: Coloque amortiguadores de masa en las herramientas necesarias o utilice barras de perforación amortiguadas (por ejemplo, Silent Tools).
6. Adaptación inteligente de parámetros de mecanizado
– Sistemas de control adaptativo: La información en tiempo real de los sensores debe utilizarse para que los parámetros de corte puedan modificarse dinámicamente, como con el control adaptativo de Siemens.
7. Supervisión y mantenimiento del estado de las máquinas
Calibrado: Compruebe periódicamente los rodamientos del husillo y la precarga del husillo de bolas.
Sensores de vibración: Utilice sensores conformes con la norma ISO 10816 para alertarle de niveles de vibración anormales (>2,8 mm/s).
8. Formación de operadores y buenas prácticas
Los operarios deben saber cómo reducir las vibraciones en el mecanizado adaptando los parámetros de corte al tipo de material, una habilidad esencial para cualquiera que trabaje en la industria. Por ejemplo, el mecanizado eficaz del titanio requiere una combinación de velocidades de corte bajas y avances más altos para suprimir las vibraciones y mantener la estabilidad de la herramienta.
Casos prácticos y efectos
Fresado de paredes delgadas de aluminio
Un fabricante se encontró con problemas de rugosidad superficial durante el proceso de fresado de carcasas de aluminio. Al cambiar las fresas normales por fresas de paso variable y aumentar la velocidad de avance, el acabado superficial pasó de Ra3,2 a Ra0,8.
Torneado de ejes largos con luneta
Se produjeron vibraciones mientras un torno CNC mecanizaba un eje de 500 mm. La introducción de una luneta y el ajuste de la velocidad del husillo para alejarlo de la zona de frecuencia crítica redujeron las marcas de vibración visibles en un 90 %.

Resumen y perspectivas
Para reducir las vibraciones en el mecanizado se requiere una estrategia integrada que incluya el diseño, la planificación del proceso y la operación cualificada. Aprender a minimizar las vibraciones durante el proceso de mecanizado mejora tanto la productividad como la calidad de los componentes. De cara al futuro, las tecnologías emergentes desempeñarán un papel aún más importante, algo que es de esperar.
– Control basado en IA: Algoritmos predictivos que se ajustan en tiempo real.
– Materiales avanzados: Los vástagos de fibra de carbono y las aleaciones de alta amortiguación reducen la amplitud.
Mediante la integración de estas estrategias, los fabricantes pueden garantizar una calidad constante. También pueden prolongar la vida útil de las herramientas. Y pueden mejorar el tiempo de actividad de la máquina.

