
Inicio Rápido
Bruñido y mandrinado perfeccionan los orificios, pero abordan problemas de ingeniería distintos. Mientras el mandrinado elimina material, alinea el eje y deja la pieza casi en su tamaño final, el bruñido se encarga de retirar unas pocas micras, suavizar marcas de herramientas y generar la textura cruzada esencial para el sellado de anillos y juntas. Confundir ambos procesos puede salir caro para los talleres, que acaban pagando tanto por piezas desechadas como por garantías. Esta guía explica cómo opera cada método, en qué se diferencian y cuándo conviene aplicar un bruñido adicional. Al finalizar, tendrá claro qué opción se adapta mejor a sus objetivos de tolerancia, volumen de producción y costes operativos.
Principios Básicos del Proceso
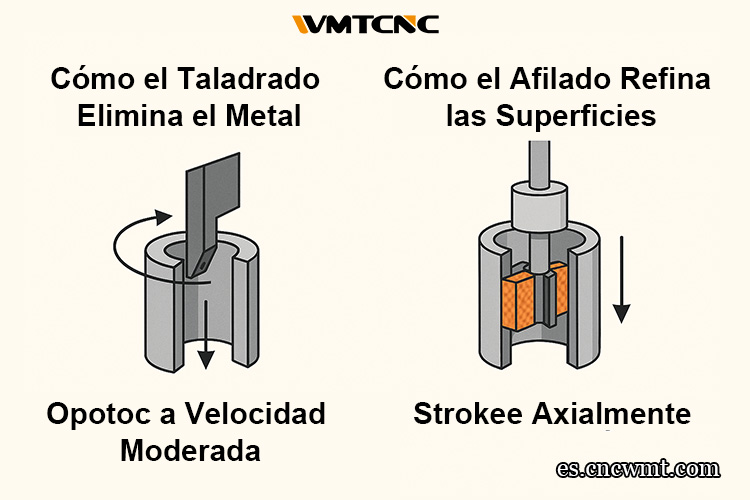
Cómo el Mandrinado Elimina el Metal
Mandrinado es el proceso de agrandar un agujero realizado por perforación o fundición. Una herramienta de punta única o un cabezal de mandrinar gira a velocidad moderada mientras se desplaza verticalmente. Como la fresa está ubicada en un lado del agujero, las fuerzas de flexión pueden causar deformaciones en la barra. Por ello, los mecanizadores suelen limitar la relación profundidad-diámetro o emplear mangos antivibración.
Cómo el bruñido Perfecciona las Superficies
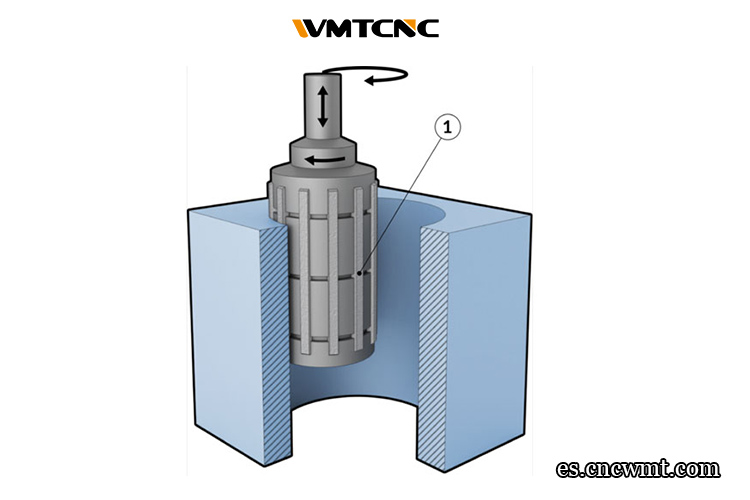
El bruñido utiliza una herramienta especial llamada mandril de expansión que lleva piedras abrasivas. Estas piedras presionan contra el orificio mientras se desplazan axialmente. Las piedras se cortan en toda su longitud, lo que ayuda a repartir la fuerza y el calor. Cuando se juntan, dejan un acabado enrejado que almacena aceite y reduce la fricción.
Dinámica de la herramienta y la máquina
Fuerzas de Corte y Gestión del Calor
Desviación de la barra durante el mandrinado, cargas tangenciales; el calor se concentra en el filo de corte, por lo que se debe utilizar refrigerante de alta presión a través de la herramienta. El bruñido reparte su carga entre varias piedras; utilice un baño de aceite para lubricar y refrigerar, reduciendo las vibraciones.
Arquitectura Esencial de la Máquina
Las mandrinadoras requieren columnas macizas, guías de doble caja y mesas rígidas. Por el contrario, las bruñidoras se basan en una expansión servocontrolada y guías lineales. Las cargas de torsión son modestas, por lo que el espacio ocupado y el consumo de energía son reducidos.
Precisión Dimensional e Integridad de la Superficie
¿Dónde destaca el Mandrinado?
Cuando el bloque motor presenta orificios desalineados o el colector ha sido taladrado de forma incorrecta, el mandrinado permite corregir la geometría. La herramienta giratoria sigue una trayectoria fija que mantiene el eje correctamente alineado. Además, es capaz de eliminar cascarilla dura, arena de fundición y distorsiones por soldadura. Al tratarse de un corte más profundo, el mandrinado restablece el punto de referencia para todas las operaciones posteriores.
¿Dónde es Esencial el Bruñido?
Después del mandrinado, el bruñido perfecciona la forma del orificio. Los segmentos del pistón sólo pueden sellar correctamente si el cilindro es verdaderamente redondo y presenta una textura ligera. En los cilindros hidráulicos, se requiere una superficie muy lisa para evitar fugas en las juntas. Para los actuadores aeroespaciales, se necesita un acabado tipo espejo que garantice una vida útil de millones de ciclos. El proceso de bruñido elimina marcas de herramientas, corrige superficies irregulares y previene rayaduras.
Análisis de Costes, Ciclos y Desechos
| Escenario | Solo Mandrinado de Acabado | Mandrinado + Bruñido | Solo Bruñido en Preformas |
|---|---|---|---|
| Tiempo de ciclo (Ø80 × 120 mm) | 2,4 min | 3,1 min | 1,8 min |
| Costo de herramientas / 1000 pzs | $120 | $155 | $90 |
| Tasa típica de rechazo | 1,8 % | 0,4 % | 0,8 % |
| PPM en garantía de campo | 14 | 3 | 6 |
Marco de Selección – Tres Preguntas Rápidas

Función: ¿Necesita aumentar o reducir el diámetro (mandrinado) o mejorar el acabado superficial y la retención de aceite (bruñido)?
Geometría: ¿Es la relación entre elevación y arrastre (L/D) superior a 6:1 y la tolerancia inferior a 10 µm? Reúna un desbaste, un semi-desbaste y un bruñido de precisión.
Volumen y presupuesto: Si su volumen es inferior a 2.000 unidades, subcontrate el bruñido; para volúmenes medios, utilice cabezales combinados; para volúmenes elevados, dedique células.
Estudios de Casos Reales – Lecciones del Taller
| Producto Final | Rugosidad / Redondez Requerida | Mejor Estrategia | Notas Clave |
|---|---|---|---|
| Camisa de motor pequeño | Ra 0,2 µm, redondez 2 µm | Mandrinar + bruñir | Bruñido tipo plateau para retención de aceite |
| Bloque de compresor | Ra 1,6 µm, redondez 5 µm | Mandrinado de una pasada | El bruñido es opcional |
| Actuadores aeronáuticos | Ra 0,1 µm, redondez 1 µm | Mandrinar, luego bruñido con diamante | Medición con galga neumática |
| Enfriamiento de núcleo de molde | Ra 3,2 µm, rectitud ≤ 0,1 mm | Mandrinado profundo BTA | Bruñir solo si la superficie es crítica |
| Cañón de arma de fuego | Ra 0,4 µm, torsión ± 0,02 mm | Estriado por botón + bruñido final | Reduce la acumulación de residuos |
Lo Esencial del Mantenimiento: Mantener Viva la Precisión
| Tarea | Barra de Mandrinado | Piedras de Bruñido |
|---|---|---|
| Inspeccionar descentramiento | Semanalmente | N/A |
| Revisar desgaste del filo | Cada 500 piezas | Cada 1500 piezas |
| Verificar concentración del refrigerante | Emulsión al 6 % | Aceite 100 % o emulsión al 7 % |
| Calibrar avance del servomotor | Mensualmente | Semanalmente |
Un programa PM disciplinado cuesta < 0,05 $ por pieza, pero evita oscilaciones de chatarra de 1 $.
Tecnología Emergente: ¿Qué es lo Próximo en el Acabado de Agujeros?
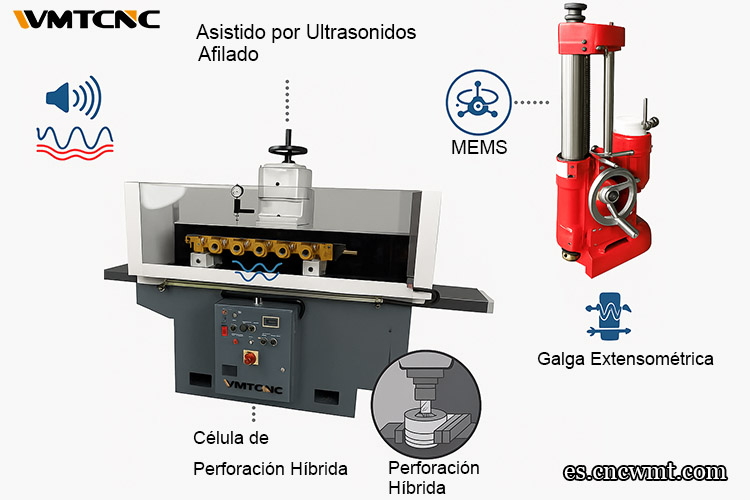
Bruñido Asistido por Ultrasonidos
Actuadores piezoeléctricos hacen vibrar las piedras a frecuencias de 20–25 kHz, lo que disminuye la fuerza normal y la tasa de remoción de material. Pruebas en camisas de hierro fundido mostraron una reducción del 22 % en el tiempo de ciclo y una disminución del 50 % en la variación del tiempo de meseta.
Barras de Mandrinar Inteligentes
Giroscopios MEMS y galgas extensométricas envían datos sobre la desviación de la barra al CNC. El diámetro se mantuvo dentro de 4 µm (micrómetros) en un puntal aeroespacial de 600 mm (milímetros) de profundidad. Esto es algo que antes era imposible sin pasadas de semiacabado.
Células de Taladrado Híbridas
Los centros de torneado y fresado vienen ahora con cabezales de bruñido integrados en el husillo. Un taller sueco hizo todo esto de una sola vez, mejorando los taladros de los porta-levas y reduciendo el trabajo en curso en un 60%.
Puntos Clave – Convertir los Datos en Decisiones
División de funciones: Utilice el taladro para la geometría y el afilador para la textura. Mezclarlos en el orden incorrecto puede ser un problema.
Lógica ROI: Añada el bruñido si el coste de desecho o garantía por pieza es >0,3% del precio de venta; amortización <1 año.
Regla de volumen: Menos de 2.000 piezas al año: subcontratar el bruñido. 2.000-50.000: máquina combinada. Más de 50.000: células dedicadas.
A prueba de futuro: Utilice interfaces OPC UA o MQTT para alimentar los cuadros de mando de Industria 4.0. El mantenimiento predictivo reduce las paradas no planificadas en un 40%.
Factor humano: Destine el 4% del coste de la máquina cada año a formación. Los talleres que lo hacen tienen un 30% menos de problemas de calidad.
La combinación de mandrinado de alta rigidez y bruñido de diamante controlado podría alinear los orificios, perfeccionar las superficies, aumentar el rendimiento, prolongar la vida útil de las juntas, reducir el ruido de funcionamiento y, en última instancia, reducir los costes del ciclo de vida para el acabado de orificios de precisión en la fabricación.



